تفاصيل المنتج
علامات المنتج
| غرض | التشكيل | صب |
| عملية | التشكيل بالطرق (Forcing) هو عملية تشكيل المعدن الخام باستخدام آلة التشكيل، مما يُحدث تشوهًا لدنًا للحصول على خصائص ميكانيكية وشكل وحجم معينين. ويمكن من خلال التشكيل بالطرق التخلص من عيوب المعدن السائبة أثناء عملية الصهر، وتحسين البنية المجهرية، والحفاظ على تدفق المعدن بشكل كامل، ما يجعل الخصائص الميكانيكية للتشكيل بالطرق أفضل عمومًا من صب المادة نفسها. وتُستخدم أجزاء التشكيل بالطرق في معظم الأجزاء المهمة في الآلة التي تتطلب أحمالًا عالية وظروف تشغيل صعبة. | الصب هو عملية وضع المعدن السائل في تجويف الصب، بعد التبريد والتصلب للحصول على الأجزاء المطلوبة. |
| مادة | تستخدم مواد التشكيل على نطاق واسع الفولاذ المستدير والفولاذ المربع. وهناك الفولاذ الكربوني والفولاذ السبائكي والفولاذ المقاوم للصدأ بالإضافة إلى بعض المعادن غير الحديدية والتي يتم تطبيقها بشكل أساسي في صناعة الفضاء والدقة. | عادةً ما يتم استخدام الحديد الزهر الرمادي، والحديد الزهر العشري، والحديد الزهر القابل للطرق، و"الفولاذ المصبوب" في عملية الصب. المعادن غير الحديدية الشائعة في عملية الصب: النحاس الأصفر، والبرونز القصديري، وبرونز ووشي، وسبائك الألومنيوم، إلخ. | في ظل الظروف المكافئة، يكون أداء المعدن المطروق أفضل في الخصائص الميكانيكية، في حين يكون الصب متفوقًا في القولبة. |
| المظهر | يؤدي تفاعل أكسدة فولاذ التشكيل أثناء عملية درجات الحرارة العالية إلى ظهور حبيبات كايلين طفيفة على سطح أسنان الدلو المطروقة. ولأن التشكيل يتم بالقولبة، فبعد إزالة فتحة البدل في القالب، يظهر خط فاصل بين أسنان الدلو المطروقة. | توجد آثار رمل وبقع من الصب على سطح أسنان دلو الصب. |
| الخاصية الميكانيكية | يمكن لعملية التشكيل أن تضمن استمرارية الألياف المعدنية، وتحافظ على التدفق المعدني الكامل، وتضمن خصائص ميكانيكية جيدة وعمر خدمة طويل لأسنان الدلو، وهي عملية لا مثيل لها. | بالمقارنة مع أجزاء الصب، يمكن تحسين بنية المعدن وخصائصه الميكانيكية بعد التشكيل. بعد التشكيل الحراري، يتحول هيكل الصب، بعد التشوه الحراري، البلورات الضخمة والحبيبات العمودية الأصلية إلى حبيبات دقيقة، ويتم إعادة التبلور بشكل متساوٍ، مما يسمح بتماسك هيكل الفصل الأصلي داخل السبيكة، وهشاشة العظام، وشوائب خبث المسامية، وغيرها من العيوب، مما يحسن مرونة المعدن وخصائصه الميكانيكية.
التشكيل هو الحصول على الشكل المطلوب بكبس المعدن عبر التشوه البلاستيكي، عادةً باستخدام مطرقة أو ضغط. يوفر التشكيل بنية حبيبية دقيقة، ويُحسّن الخصائص الفيزيائية للمعدن. في الاستخدام العملي، يضمن التصميم المناسب تدفق الحبيبات في اتجاه الإجهاد الرئيسي. أما الصب، فيتضمن الحصول على مواد تشكيل معدنية من خلال طرق صب متنوعة، أي وضع المعدن السائل في قالب مُجهز للحصول على شكل وحجم وخصائص معينة، عن طريق الصهر أو الصب أو الحقن أو غيرها من طرق الصب، ثم رجّ المعدن بعد التبريد والتنظيف والمعالجة النهائية. |
| سن دلو التشكيل |
| رقم القطعة | نموذج | وزن غير متناسب (كجم) | الطول الإجمالي | القطر |
| 205-70-19570 | جهاز كمبيوتر شخصي 200RC | 5.8 | 265 | ∅29 |
| 205-70-19570 | جهاز كمبيوتر شخصي 200RCQ | 4.7 | | ∅29 |
| 207-70-14151 | جهاز كمبيوتر شخصي 300RC | 10 | 310 | ∅30 |
| 207-70-14151 | PC300RC(Q) | 8.5 | 305 | ∅30 |
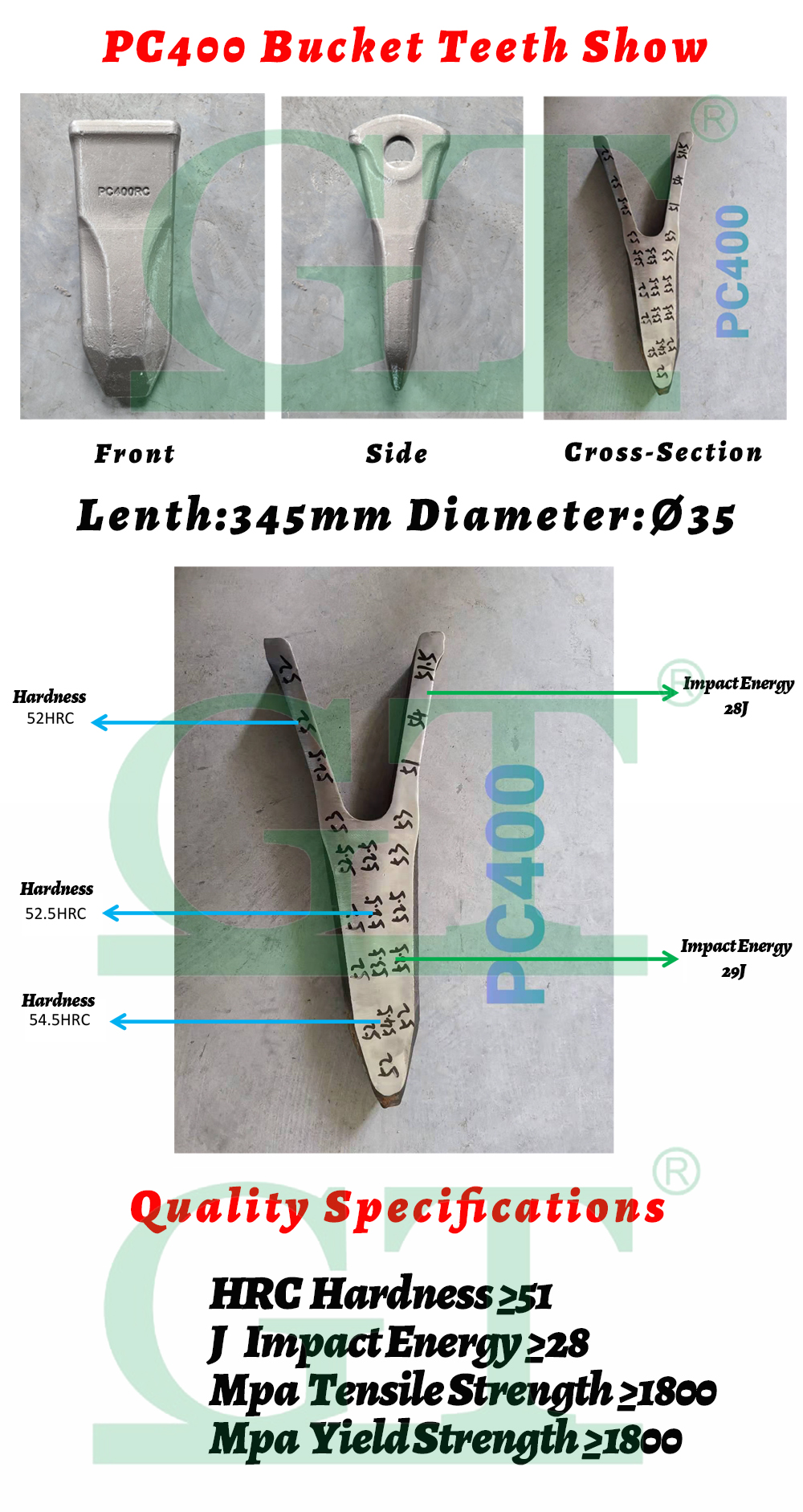
| 208-70-14152 | جهاز كمبيوتر شخصي 400RC | 14.2 | 345 | ∅35 |
| 2713-1217 | DH220RC | 5.7 | 257 | ∅23 |
| 2713-1219 | دي اتش 300 ار سي | 7.8 | 288 | ∅25 |
| 2713-0032 | DH360RC | 11 | 314 | ∅27 |
| 2713-1236 | DH420RC/DH500 | 16.3 | 350 | ∅29.5 |
| 1U3352 | إي 320 آر سي | 7.3 | 275 | ∅26 |
| 1U3352 | إي 320 آر سي | 8.5 | 285 | ∅26 |
| 7T3402RC | E325RC/SK330 | 10.6 | 310 | ∅27 |
| 9W8452 | إي 330 آر سي | 13.7 | 336 | ∅30.4 |
| 9W8552RC | إي 345 آر سي | 24.2 | 390 | ∅35 |
| 14530544RC | EC210RC | 7.7 | 288 | ∅28 |
| 14536800RC | VOL360RC/EC460 | 15.5 | 341 | ∅34.5 |
| EC480RC | 20.3 | 372 | ∅38 |
| 205-70-19570TL | جهاز كمبيوتر 200TL | 5.5 | | ∅29 |
| 14536800TL | VOL360TL | 12 | 430 | ∅34.5 |
| 208-70-14152TL | جهاز كمبيوتر 400TL | 12.5 | 410 | ∅35 |
سابق: مزايا مجموعة ضبط مسار GT (أجهزة الشد) التالي: هيكل المسار السفلي لآلة الحفر